
PASSENGER
Bells and Whistles
- Joined
- Jun 8, 2007
- Messages
- 267
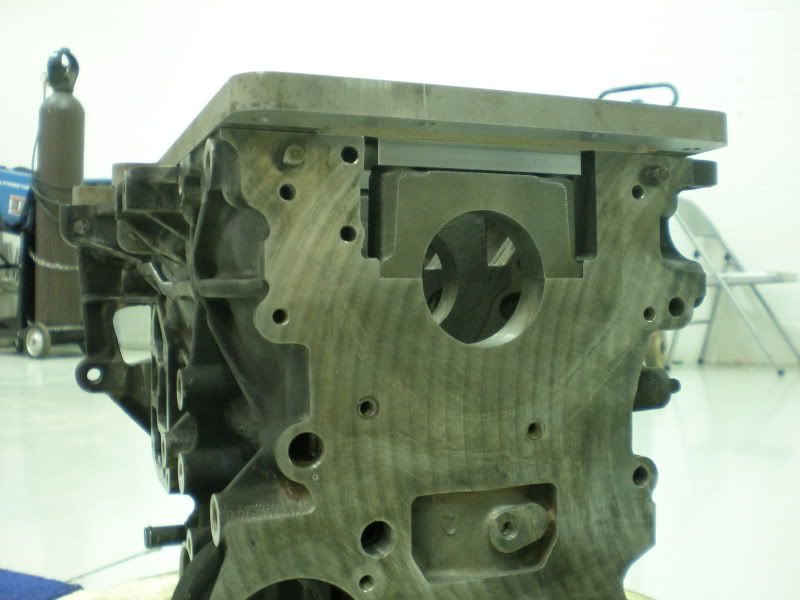
I machined this girdle setup for a guy with a 2l 16v tdi project.
You can see I machined the the top of the main caps, than surface ground them, as well as drilled and reamed them for 3/16" dowels.
The water jet girdle profile was provided to me, and I first started with surface grinding it flat so I could work with a true surface.
I than machined a step in the perimeter of the girdle to form the main cap receiver bosses, you can see they are also drilled and reamed to accept the dowels installed in the main caps.
After the step was machined I ground that surface to again get the plate flat. Than we measured the step height from a installed main cap to the edge of the crankcase and transferred that measurement to the girdle and took a lick off the top of the receiver bosses so that everything is bang on.
When the girdle is installed you can lift the crank case by it with out any screws holding the girdle or mains to the block, this thing is locked tight:Cheer:










You can see I machined the the top of the main caps, than surface ground them, as well as drilled and reamed them for 3/16" dowels.
The water jet girdle profile was provided to me, and I first started with surface grinding it flat so I could work with a true surface.
I than machined a step in the perimeter of the girdle to form the main cap receiver bosses, you can see they are also drilled and reamed to accept the dowels installed in the main caps.
After the step was machined I ground that surface to again get the plate flat. Than we measured the step height from a installed main cap to the edge of the crankcase and transferred that measurement to the girdle and took a lick off the top of the receiver bosses so that everything is bang on.
When the girdle is installed you can lift the crank case by it with out any screws holding the girdle or mains to the block, this thing is locked tight:Cheer:
 That place isn't the first thing to explode in this build for sure.
That place isn't the first thing to explode in this build for sure.